HOME
設備紹介
ガス抜き成形
QR照合
成形監視システム
福祉事業
掲載・紹介
会社概要
お問い合わせ
道志化学求人
道志ダンパー求人
Privacy Policy
ガス抜き成形
Patented technology
特許技術
ガス抜き成形概要
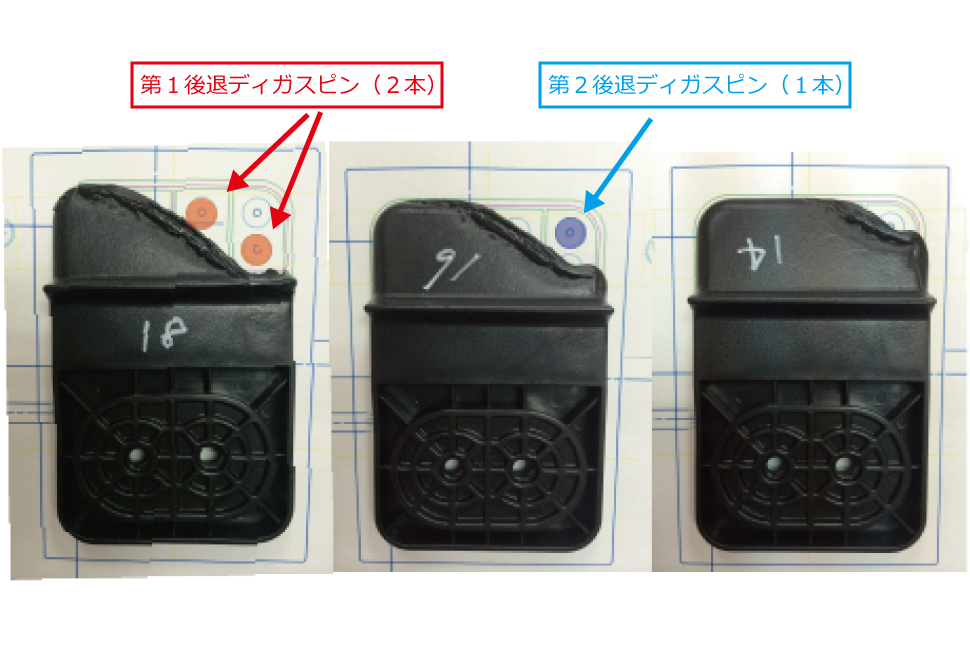
型締め完了と同時にエジェクタ板を前進させて、射出を開始する。
エジェクタ板の前進によって、キャビティ内に露出したディガスピン(ガス抜きピン)のガス抜き溝からガスを金型外へ排出する。
樹脂の充填がディガスピンに近づいたら、流入しないようにエジェクタ板を元の位置に後退させる。
樹脂を完全に充填させ、冷却、型開き、製品突出しを行う。
ガス抜き成形説明図
ディガスピン
ガス抜き成形の優位点
ガス抜き開口部を大きく形成することが可能であり、バリの発生がない。
0.05mm程度の隙間を設ける方式と異なり、目詰まりの心配が不要。
射出圧力によってガスを押し出す方式のため、吸引装置不要。
既存金型の安価に改造可能。 既存の成形サイクル内で成形可能。
金型外へガスを排出するため、金型内の汚れが低減し、メンテナンス周期が拡大する。
ガス抜き成形 量産実績
耐熱ABS品
新型作成時より、ガス抜き対応して、3年間で35万ショット成形
⇒ 不良ゼロ & オーバーホールゼロ
POM/PE品
2万ショットの成形でスライダーが作動しなくなる事象発生
⇒ガス抜き改造後、4倍の8万ショットまで長持ちするようになった